



Эретеп ябыштыру белемнәре энциклопедиясе: Классификация турында кыскача фикер алышу
һәм лазер белән эретеп ябыштыру процесслары
Сәнәгать җитештерүендә лазер белән эретеп ябыштыру күптәннән аэрокосмик өлкәләрдә кулланыла,югары төгәллекле эретеп ябыштыру, һәм махсус материалларны эретеп ябыштыру. Сәнәгать үсеше һәм технология алга китү белән, лазер белән эретеп ябыштыру гадәти материалларны эретеп ябыштыруда кулланыла башлады. Бүген без лазер белән эретеп ябыштыруның классификациясен тикшерәчәкбез. Лазер белән эретеп ябыштыру - нәтиҗәле һәм төгәл эретеп ябыштыру ысулы, ул материалларны берләштерү өчен җылылык чыганагы буларак югары энергия тыгызлыгындагы лазер нурын куллана. Аның күп өстенлекләре бар, мәсәлән, тиз эретеп ябыштыру тизлеге, кечкенә деформация, эретеп ябыштыру мохите өчен түбән таләпләр, югары энергия тыгызлыгы, магнит кырларының йогынтысы юк, үткәргеч материалларга чикләү юк, вакуум эш шартларына ихтыяҗ юк һәм эретеп ябыштыру процессында рентген нурлары барлыкка килми.
Лазер белән эретеп ябыштыруны төрле яктан классификацияләргә мөмкин:
- Лазер чыгыш энергиясе режимы буенча классификация:
- Өзлексез лазер белән эретеп ябыштыру: Эретеп ябыштыру процессы вакытында өзлексез һәм өзлексез эретеп ябыштыру формасы барлыкка килә.
- Импульслы лазер белән эретеп ябыштыруЭретеп ябыштырыла торган деталь өслегенә энергия керү вакытлы булганлыктан, һәр импульслы яктылык ноктасы эретеп ябыштырыла торган эш кисәге өслегенә тәэсир итеп, түгәрәк эретеп ябыштыру ноктасы барлыкка китерә. Төрле лазер параметрлары буенча төрле эретеп ябыштыру формалары алырга мөмкин.
- Фокусланган лазер ноктасының көч тыгызлыгы буенча классификация:
- Лазер җылылык үткәрүчәнлеге белән эретеп ябыштыру: Көч тыгызлыгы чагыштырмача түбән, гадәттә 10⁵ Вт/см² тан кимрәк. Лазер энергияне эретеп ябыштырылган эшләнгән әйбер өслегенә тапшыра, металл өслеген эрү температурасы белән кайнау температурасы арасындагы температурага кадәр җылыта. Җылылык җылылык үткәрүчәнлеге аша металл эченә күчә һәм эретеп ябыштыру барлыкка китерә, бу вольфрам инертына охшаган.газ (TIG) белән эретеп ябыштыру.
- Лазер белән тирән үтеп керүче эретеп ябыштыру (ачкыч тишеге белән эретеп ябыштыру): Металл өслегенә тәэсир итүче лазер көче тыгызлыгы 10⁵ Вт/см² тан артык булганда, югары куәтле лазер нуры металл материал өслегенә тәэсир итә, җирле эрүгә китерә һәм "ачкыч тишеге" барлыкка китерә. Лазер нуры "ачкыч тишеге" аша эретелгән күл эченә үтеп керә һәм эретеп ябыштыру ясый.
- Идарә итү режимы буенча классификация:
- Кул белән лазер белән эретеп ябыштыру машинасы
- Автоматик лазер белән эретеп ябыштыру машинасы
- Galvo лазер белән эретеп ябыштыру машинасы
- Лазер төре буенча классификация:
- YAG лазер белән эретеп ябыштыру машинасы
- Ярымүткәргеч лазер белән эретеп ябыштыру машинасы
- җепсел лазер белән эретеп ябыштыру машинасы
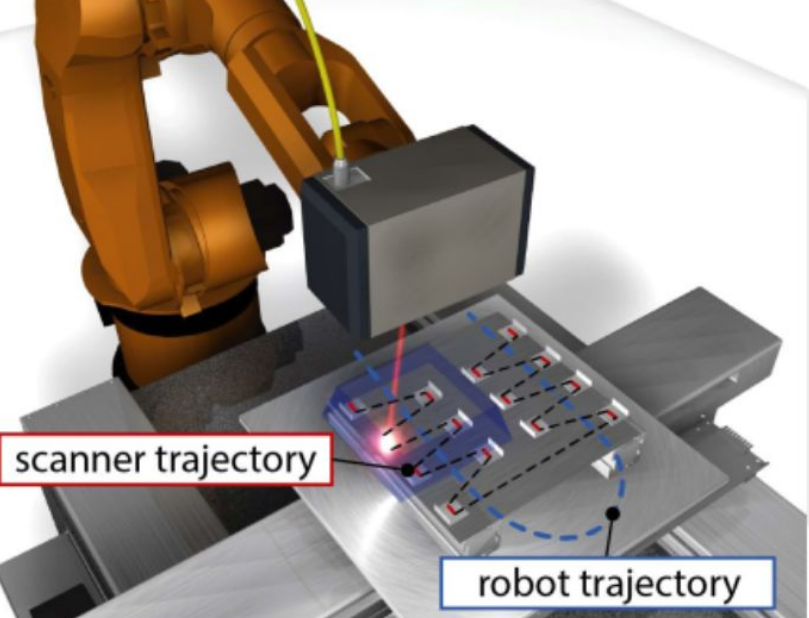
1. Очучы лазер белән эретеп ябыштыру
Очышлы лазер белән эретеп ябыштыру дистанцион эретеп ябыштыру, гальванометрлар һәм манипуляторларның өстенлекләрен берләштерә һәм өч үлчәмле киңлектә тиз арада күп траекторияле эретеп ябыштыруга ирешү өчен профессиональ график эшкәртү программасы белән җиһазландырылган.
Төп кушымталар:
Ул автомобиль кузовлары, утыргычлар һәм гадәти автомобиль детальләре кебек продуктларга кулланыла. Материалларга килгәндә, ул төрле гадәти материаллар, мәсәлән, корыч пластиналар, салкын җәелгән пластиналар һәм алюминий эретмәләре, шулай ук композит материаллар һәм магний-алюминий эретмәләре кебек эретмә материаллар өчен кулланылырга мөмкин.
★ Өстенлекләре:
- Теләсә нинди эретеп ябыштыру формасы белән туры килә
- Теләсә нинди юнәлештә эретеп ябыштыру өчен яраклы
- Кулланучы билгеләгән эретеп ябыштыру/нокта бүленеше
- Оптимальләштерелгән стресс бүленеше
- Югары тизлектәге нокталы эретеп ябыштыру, җөйле эретеп ябыштыру, итәкле эретеп ябыштыру, төпле эретеп ябыштыру, филе белән эретеп ябыштыру һәм каплап эретеп ябыштыру эшләрен башкара ала
- Лазер белән эретеп ябыштыру процессын тизләтү өчен эретеп ябыштыру башы һәм робот арасында реаль вакыт режимында синхронлаштыру
- Кечкенәрәк мәйдан таләп итү
- Техник хезмәт күрсәтү һәм логистика чыгымнары түбәнрәк
2. Спираль лазер белән эретеп ябыштыру
Бу - икеләтә пычкылы лазер тирбәнеше белән лазер белән эретеп ябыштыру ысулы, ул эретеп ябыштыру башына махсус тибрәнү модуле урнаштыру ярдәмендә тормышка ашырыла. Бу эретеп ябыштыру башы хәрәкәт иткәндә фокусланган яктылык ноктасының спираль эретеп ябыштыру барлыкка китерүенә мөмкинлек бирә.
Төп кушымталар:
Шарнирлы эретеп ябыштыру, җылылык алмаштыргычлар, торба җылылык алмаштыргычлар, нефть һәм табигый газ сәнәгатендә калын торбалы эретеп ябыштыру, фланецлы эретеп ябыштыру һәм алюминий эретмәсеннән эретеп ябыштыру һ.б.
★ Өстенлекләре:
- Киңрәк эретеп ябыштыру
- Эшкәртүнең бик югары кабатланырлыклыгы/процесс тотрыклылыгы
- Яхшырак эретеп ябыштыру формалашуы
- Эретеп ябыштырылган эшләнгән материалның эшкәртүдән соңгы гадиләшүе һәм тигезрәк өслеге
- Алюминий эретмәсеннән бик яхшы эретеп ябыштыру мөмкинлеге
3. Лазер белән каешлау
Лазер белән эретү - төп металлныкыннан түбәнрәк эрү температурасы булган тутыргыч металл куллану ысулы. Эретү тутыргыч металлы эрү температурасыннан югарырак, ләкин төп металлның эрү температурасыннан түбәнрәк температурага кадәр җылытыла. Сыек эретү тутыргыч металлы төп металлны чылатып, тоташу арасын тутыра һәм эретеп ябыштырылган детальләрне тоташтыру өчен төп металл белән тарала.
Төп кушымталар:
Алюминий кузов рам конструкцияләрен, мәсәлән, түбә һәм ян стена арасындагы тоташтыруны, һәм ишекләрне эретеп ябыштыру.
★ Өстенлекләре:
- Саф лазер белән эретеп ябыштыру кимчелекләрен, мәсәлән, тишекләр, ярыклар һәм продуктларның артык урнаштыру араларын киметә
- Эретеп ябыштыру ныклыгын яхшырта һәм камил эретеп ябыштыру җебе ала
- Пыхлау вакытында бары тик пыхлау тутыргыч металлы гына эри, ә төп металл эрми.
- Капланган тоташуларның кечкенә деформациясе, шома һәм эстетик күренеш, төгәл эретеп ябыштыру өчен яраклы, төрле материаллардан ясалган катлаулы компонентлар
- Кечкенә җылылык тәэсире зонасы һәм югары кысу көче
4. Лазер чыбык белән тутырылган эретеп ябыштыру
Лазер чыбык белән тутырылган эретеп ябыштыру - төп металл белән бер үк яки охшаш материаллы тутыргыч металл куллану ысулы. Төп металл һәм эретеп ябыштыру өчен тутыргыч металл эретелә, аннары катылана һәм эретеп ябыштыру барлыкка килә.
Төп кушымталар:
Транспорт чараларының һәм автомобиль детальләренең бөтен кузов конструкция өлешләрен эретеп ябыштыру.
★ Өстенлекләре:
- Саф лазер белән эретеп ябыштыруның кимчелекләрен, мәсәлән, тишекләр һәм ярыкларны киметә
- Эретеп ябыштырылган әйберләрнең квалификация дәрәҗәсен яхшырта һәм эретеп ябыштырылган әйберләр арасында бераз зуррак ара калдыра
- Төп металл эретеп ябыштыру вакытында эри, һәм эретеп ябыштыру ныклыгы төп металлныкыннан югарырак.
5. Тирбәлүче легирлау
Ул ALO3 аша шул ук җиһазга нур формалаштыру һәм эретеп ябыштыру функцияләрен берләштерә. Тутыргыч чыбык механик датчик буларак кулланылырга мөмкин.
Төп кушымталар:
Ак кузовларны лазер белән беркетү, нигездә, түбә капкачларын һәм багажник капкачларын лазер белән беркетү, шулай ук автомобиль детальләрен беркетү. Детальләрнең тирбәнешләре һәм җайланмаларның хаталары еш кына лазер белән беркетүнең кыенлыгын сизелерлек арттыра, бу лазер белән эретеп ябыштыру процессын бик авыр төзәтүгә китерә. Ләкин, тирбәлүче беркетү үзенең эретеп ябыштыру юнәлешен нәтиҗәле рәвештә көйли ала. Эретеп ябыштыруны күзәтү һәм автоматик фокус озынлыгын компенсацияләү функцияләре белән ул лазер нурын җиңел юнәлтергә һәм фокусларга мөмкинлек бирә, юнәлеш үзгәрешләрен гамәлгә ашыра, югары автоматизациягә, тиз эретеп ябыштыру тизлегенә һәм югары нәтиҗәлелеккә ия, шулай итеп эретеп ябыштыру сыйфатын саклый.
★ Өстенлекләре:
- Эшкәртмәнең эретеп ябыштыру траекториясен реаль вакыт режимында билгеләү өчен эретеп ябыштыруны күзәтү
- Яхшы эретеп ябыштыру сыйфатына ирешү өчен, төрле эш кисәге тайпылышларына карап, XYZ өч юнәлешендә эретеп ябыштыру траекториясен адаптив көйләү
- Продукцияне эретеп ябыштыруның консистенция дәрәҗәсен яхшырта
6. Өч нокталы пышкылау
Линзага ике нокталы модуль өстәлә. Эретеп ябыштыру вакытында, эретеп ябыштыру оптикасындагы өч нокталы модуль бер нурны өч нурга бүлә, кайнар гальванизацияләнгән корыч битләрне эретеп ябыштыру өчен чишелеш бирә һәм ярылмыйча эретеп ябыштыруны тигезли.
Төп кушымталар:
Алюминий эретмәсеннән эшләнгән ак кузовларны герметиклау, түбә каплагычларын һәм багажник капкачларын лазер белән герметиклау, автомобиль детальләрен герметиклау һ.б.
★ Өстенлекләре:
- Тотрыклырак һәм ышанычлырак чүпләү процессы
- Зуррак тизлек
- Югарырак көч
- Кайнар гальванизацияләнгән пластиналар белән эретеп ябыштыруның тышкы кыяфәте сыйфаты яхшырак
- Онлайн чистарту процессы
- Динамик энергия көйләү
7. Күп дулкынлы гибрид эретеп ябыштыру
Күп дулкынлы гибрид эретеп ябыштыруLianying Laser тарафыннан башлап җибәрелгән инновацион эретеп ябыштыру процессы. Ул төрле дулкын озынлыклары булган ике лазер нурын өстенә куя, шуның белән ике нурның күчәрләре киңлектә туры килә. Төп дулкын озынлыгы лазеры, нигездә, эретеп ябыштыру өчен кулланыла, ә икенчел дулкын озынлыгы лазеры, нигездә, эретеп ябыштыру чыбыгын һәм төп металлны җылыту өчен кулланыла, эретеп ябыштыру бассейнындагы эретелгән металлның суыну тизлеген киметә. Ул, бигрәк тә, алюминий эретмәләре, магний эретмәләре, бакыр эретмәләре һ.б. өчен яраклы.
★ Өстенлекләре:
- Тишекләр эчтәлеген киметә
- Эретеп ябыштыру мончыгының тотрыклылыгын арттыра һәм эретеп ябыштыру нәтиҗәлелеген арттыра
- Термик киеренкелекне нәтиҗәле рәвештә бетерә, ярыкларны киметә, эретеп ябыштыру ныклыгын яхшырта һәм чагыштырмача бер төрле тышкы кыяфәттәге эретеп ябыштыру бөртекләре ала.
Нәтиҗә ясап шуны әйтергә кирәк, хәзерге вакытта, гомумән алганда, лазер сәнәгатендә чит ил технологияләре һәм җиһазлары әле дә алдынгы позицияне били. Алар лазер хуҗаларыннан һәм оптик эшкәртү башларыннан алып суыткычлар, көч үлчәгечләре, эретеп ябыштыру вакытында күзәтү, эретеп ябыштырудан соңгы тикшерү һәм TCP калибраторлары кебек ярдәмче җиһазларга кадәр барлык аспектларда да комплекслы алга киткән. Эчке предприятиеләр аларны куып җитү өчен бар көчен куя. Ләкин, лазер белән эретеп ябыштыру өлкәсендә Кытай халыкара алдынгы дәрәҗәгә чагыштырмача якынайды, берничә югары сыйфатлы предприятие барлыкка килде һәм бик яхшы нәтиҗәләргә иреште.
Бастырып чыгару вакыты: 2025 елның 5 сентябре











